Быстрорежущие стали
Существует огромное количество различных металлов, которые обладают своими определенными достоинствами и недостатками. Быстрорежущие стали зачастую применяются для изготовления инструментов, которые должны обладать повышенной прочностью, некоторых ответственных деталей. Рассмотрим особенности этого сплава подробнее.

Характеристики быстрорежущих сталей
Быстрорежущие стали – сплавы, которые имеют достаточно большое количество легированных добавок. За счет добавления различных химических веществ свойства металла серьезно меняются. Рассматривая характеристики следует отметить, что материал подобного типа специально создается для эксплуатации при высоком показателе трения, который возникает на момент резания. Состав быстрорежущей инструментальной стали существенно повышает твердость металла, за счет чего он может работать на повышенной скорости.

Основные характеристики быстрорежущих сталей
Характеристики быстрорежущей стали следующие:
- Высокая твердость. Рассматривая основное назначение подобного металла следует учитывать, что он может использоваться для обработки деталей или заготовок путем резания. Как показывают проведенные тесты, качественная быстрорежущая сталь сохраняет свои основные эксплуатационные качества при нагреве инструмента даже до температуры 6000 градусов Цельсия. Кроме этого быстрорежущая сталь обычного качества может иметь даже меньшую твердость в сравнении с обычным углеродистым металлом.
- Повышенная стойкость к высокой температуре. Устойчивость к воздействию повышенной температуры определяет то, как долго инструмент сможет работать без изменения своих эксплуатационных качеств. Из-за слишком высокого показателя трения металл может нагреваться, что становится причиной изменения кристаллической решетки. В результате основные свойства быстрорежущей стали могут существенно измениться. Как правило, нагрев становится причиной повышения пластичности и снижения твердости, за счет чего износ поверхности проходит намного быстрее.
- Устойчивость к разрушению. Режущий инструмент, который может работать на высокой скорости, должен обладать повышенной механической устойчивостью. Кроме этого инструмент может работать при высоком показателе подачи, что позволяет работать на большой глубине резания.
Именно химический состав быстрорежущей стали определяет ее основные эксплуатационные качества.
Классификация и маркировка быстрорежущих сталей
Все быстрорежущие стали классифицируются непосредственно по химическому составу, для чего проводится расшифровка маркировки. Инструментальные стали быстрорежущие делятся на следующие три группы:
- Сплавы с полезными примесями, в которых процентное содержание кобальта не более 10%, а вольфрама 22%. Маркировка металла этой группы следующая: P10M4Ф3К10 и Р6М5Ф2К8 и другие.
- Сплавы, в составе которых не более 5% кобальта и до 18% вольфрама. Виды быстрорежущей стали этой группы следующие: Р9К5, Р10Ф5К5 и другие.
- Варианты исполнения металла, расшифровка которых определяет процентное содержание кобальта и вольфрама более 16%. Представителями этой группы можно назвать марки Р9 и Р18, Р12 и Р6М5.
При применении подобного металла получающаяся кромка не реагирует на механическое воздействие, по всей длине показатель твердости остается неизменным и металл не выкрашивается. Вышеприведенная классификация быстрорежущей стали определяет то, при какой скорости резания и подаче может использоваться сплав.

Состав быстрорежущих сталей различных марок
Рассматривая обозначение быстрорежущей стали следует уделить внимание тому, что первая буква для обозначения этой группы «Р». Цифра, которая идет первой в обозначении указывает процесс вольфрама в составе. Далее могут идти буквы, обозначающие легирующие элементы. Стоит учитывать, что расшифровка металла указывает на точное содержание определенных легирующих элементов, которые изменяют эксплуатационные качества материала.
Область применения различных марок быстрорежущих сталей
Рассматривая применение износостойкого металла следует уделить внимание тому, что конкретный состав металла определяет его эксплуатационные качества. Инструмент изготовленный из подобного металла может выдерживать длительную эксплуатацию.

Режущий инструмент из быстрорежущей стали
Область применения достаточно обширна:
- Изготовление сверл. Сверла имеют достаточно сложную форму и конструкцию, которая получается путем литья.
- Изготовление резцов. Сегодня для удешевления резцов их основная часть изготавливается из недорого металла, и только режущая кромка из износостойкого материала.
- Изготовление напаек для режущего инструмента. В некоторые случаях режущая кромка сменная.
- Изготовление фрез. Фрезы также получаются методом литья расплавленного металла.
Материал может использоваться для получения инструмента, который будет выдерживать высокую нагрузку.
Сегодня, при повсеместной установке станков с ЧПУ, режущий инструмент повышенной устойчивости является единственным выходом из сложившейся ситуации, когда высокие скорости обработки создают проблемы.
Особенности термической обработки быстрорежущих сталей
Для увеличения эксплуатационных качеств быстрорежущей стали могут применяться стандартные методы обработки. Однако при этом учитывается состав металла. Примером назовем то, что процесс закалки предусматривает нагрев среды до температуры, которая позволяет обеспечить условия для растворения различных примесей и добавок.
После того, как обработка быстрорежущей стали была завершена, в сплаве остается до 30% аустенита, что существенно повышает теплопроводность и твердость.
Для уменьшения показателя аустенита в структуре могут применяться две технологии:
- Для повышения качества термической обработки нагрев проводится в несколько этапов. При этом выдержка проводится при определенной температуре, а также проводится многократный отпуск.
- Отпуск подразумевает охлаждение заготовки до низкой температуры, которая часто составляет — 800 градусов Цельсия.
- Закалка должна проводится при достаточно высокой температуре, так как только в этом случае происходит полное перестроение кристаллической решетки.
- Для охлаждения используется самая различная среда. Примером назовем применение масла иди соляных ванн. Обычная вода становится причиной появления самых различных дефектов, к примеру, трещин или окалин. После этого приходится выполнять дополнительную обработку для удаления дефектов.

Микроструктура быстрорежущей стали Р6М5: а) литое состояние; б) после ковки и отжига; в) после закалки; г) после отпуска
Кроме этого улучшение характеристик проводится следующим образом:
- Проводится насыщение поверхностного слоя цинком. Для того чтобы оказать требуемое воздействие на поверхность подобная операция предусматривает нагрев поверхности до 5600 градусов Цельсия. Выдержка может проходить в течение от 5 до 30 минут.
- Также может происходить насыщение поверхности азотом. Чаще всего подобная процедура проводится в газовой среде. Выдерживается заготовка или деталь в течении 10-40 минут, температура нагрева варьирует в пределе 550-6600 градусов Цельсия.
- В некоторых случаях химический состав металла изменяется путем сульфидирования поверхности. Подобным образом можно повысить твердость и прочность поверхности.
- В качестве дополнительной обработки на поверхность напыляется различный материал. За счет этого существенно изменяются эксплуатационные качества инструмента или детали.
Сегодня часто встречается ситуация, когда поверхность обрабатывается паром, что позволяет существенно повысить характеристики поверхностного слоя. Зачастую дополнительная обработка проводится в случае, когда режущая кромка была полностью подготовлена.
Инструменты из быстрорежущей стали. История. Сущность. Перспективы.
Деление сталей на инструментальные и конструкционные является очень условным и относится к области применения того или иного сплава. Инструментальные стали отличаются от конструкционных более высокой прочностью, износостойкостью и устойчивостью к коррозии. В зависимости от назначения стального изделия к исходному материалу могут предъявляться еще более жесткие требования. Стальной инструмент должен выдерживать значительные динамические нагрузки, сохранять стабильную форму и размеры. При этом инструментальные стали используются для изготовления ходовых винтов, подшипников качения, шестерен и других деталей, испытывающих сильные нагрузки во время эксплуатации или работающие под нагревом. Аналогично, некоторые инструменты изготавливаются из сталей, традиционно относящихся к конструкционным.
Быстрорежущие стали
Быстрорежущие стали (рапиды, быстрорезы) относятся к инструментальным сталям специального назначения. Для всех инструментальных сталей характерны высокая твердость в холодном и горячем состоянии и высокое сопротивление пластической деформации. У быстрорежущих сталей комплекс характеристик дополнен красностойкостью – сохранением свойств при разогревании инструмента до температуры близкой к 600 º С, что важно для обработки твердых металлов резанием на высокой скорости. Красностойкость и горячую прочность стали придают легирующие карбидообразующие добавки: кобальт, вольфрам, ванадий и молибден. Твердость быстрорежущей стали в готовых изделиях HRC 63-66, для резания труднообрабатываемых материалов – HRC 66-69.
Быстрорежущие стали относятся к ледебуритным сталям, которые приобретают высокую износостойкость и твердость в процессе мартенситного превращения во время закалки. При высокотемпературном отпуске происходит дисперсионное твердение, обусловленное выделением упрочняющей фазы, состоящей из карбидов вольфрама, ванадия, молибдена.
Эксплуатационные характеристики инструмента определяются не только твердостью стали. Мелкий режущий инструмент часто выходит из строя до наступления соответствующего износа, то есть, для инструментальной стали важны такие характеристики как прочность и вязкость. Под прочностью подразумевается способность противостоять крутящему или изгибающему моменту, вязкость характеризует сопротивление разрушению под действием ударной нагрузки. Применение инструмента из высокопрочной стали дает возможность резание металла с большей подачей и обработку сплавов большей прочности. Сочетание высокой прочности и вязкости быстрорежущей стали предотвращает образование трещин, выкрашивание и поломку инструмента.
Прочность и вязкость стали имеют особо важное значение для инструментов, используемых при прерывистом точении, а также тонколезвийных и инструментов сложной формы.
Методы производства и обработки
Инструменты, которые изготавливаются из быстрорежущей стали, производятся по двум основным технологиям:
- Классический способ, предполагающий отливку раскалённого металла в специальные формы и дальнейшую его обработку и закалку.
- Метод порошковой металлургии: расплавленная сталь распыляется под воздействием азотной струи и затем сплавляется вновь.
Порошковая металлургия более сложная в сравнении с традиционной. Процесс производства предполагает производство стального порошка, который задувается в специальную форму и уже в ней сплавляется. Это позволяет предотвратить возникновение карбидных ликваций и сделать структуру стали более однородной и стабильной, что положительно сказывается на всех рабочих свойствах.

Так выглядит расплавленная сталь.
Порошковый метод обладает рядом достоинств, которые позволяют ему вытеснить более дорогие виды обработки, такие как литьё, штамповку и ковку:
- экономичность – исходным материалом для производства порошка могут служить даже отходы, например, окалина, к тому же такой способ требует меньше финансовых затрат в сравнении с классическим;
- достижение более точных форм изделий – детали, созданные данным методом, не требуют дальнейших обработок резанием;
- высокий показатель износостойкости.
За производственным процессом обязательно следует процесс закалки. Закалка инструментов из быстрорезов проходит при температурах, которые способствуют наиболее благоприятному разложению в них легирующих компонентов, но в тоже время и к росту зёрен в молекулярной решётке. После закаливания для структуры быстрорежущих сплавов характерно содержание до 30% аустенита, а это отрицательно сказывается на всех на рабочих параметрах. Чтобы уменьшить негативное влияние аустенита до минимальных значений, применяется две различных технологии:
- проводится несколько циклов нагрева, выдержки при однородной температуре и последующее охлаждение, так называемый многократный отпуск;
- до выполнения отпуска, деталь подвергают охлаждению до очень низких температур.
Маркировка быстрорежущих сталей
Быстрорежущие стали были изобретены в Англии, где получили название rapid steel. В СССР была принята особая система обозначений, начинающаяся с буквы «Р» — сокращение от «рапид». Первая цифра в маркировке обозначает процентное содержание вольфрама в сплаве и не сопровождается буквенным обозначением. То есть, стали Р18, Р12, Р9 относятся к вольфрамовым. Буквами Ф, К, М, присутствующими в маркировке обозначают ванадий, кобальт и молибден соответственно. По химическому составу различают вольфрамомолибденовые, ванадиевые, кобальтовые стали. Быстрорежущая сталь иностранного производства обозначается аббревиатурой HSS (High Speed Steel).
Основные характеристики
К виду рапидных сталей относят сплавы металлов, в которые добавлены дополнительные вещества, улучшающие их химические и физические свойства. Благодаря этому сплав металла становится крепким, износостойким, не способным контактировать с кислородом и покрываться ржавчиной. Быстрорежущая сталь Р6М5 отличается от обычных углеродных сплавов тем, что она может обрабатывать любой твердый материал на высокой скорости, обладая хорошей износостойкостью.
Микроструктура стали Р6М5
Она обладает уникальными свойствами, которые позволяют изготавливать такие инструменты, как фрезы, метчики или развертки. Изготовленные из этого сплава, они будут служить владельцу верой и правдой очень долго.
А к наиболее известным и характеристикам стали марки Р6М5 относятся:
- Твердость стали марки Р6М5 при нагреве. Обычно другие сплавы при длительном и безостановочном бурении, начинают нагреваться, а с повышением температуры, как известно, металл начинается размягчаться. И сверло теряет свои способности и становится хрупким. Эта же быстрорежущая сталь способна нагреваться до 6000 °С, сохраняя свои начальные свойства и не теряя крепости.
- Повышенное сопротивление накаливанию при достаточно высоких температурах.
- Очень хорошо держит заточку.
- Имеет высокую вязкость.
- Отлично обрабатывается на шлифовальном оборудовании.
- Держит нагрузки от удара на отлично.
Характеристики стали Р6М5, перечисленные выше, делают сплав металлов незаменимым в строительстве.
Применение быстрорежущих сталей
Кобальтовые и ванадиевые быстрорежущие стали применяются для обработки конструкционных сталей при повышенных режимах резания, а также жаростойких, нержавеющих и высокопрочных сталей.
Инструменты из кобальтовых сталей применяются для обработки жаропрочных и коррозионно-стойких сталей, а также других труднообрабатываемых сплавов, подходят для эксплуатации в условиях недостаточного охлаждения, прерывистого резания и вибраций. Область применения быстрорежущих ванадиевых сталей – изготовление инструментов, предназначенных для чистовой обработки труднообрабатываемых металлов (разверток, протяжек и т.д.)
Быстрорежущая сталь Р18
Сплав содержит 18% вольфрама, относительно хорошо шлифуется. Твердость инструмента после термической обработки — HRC 62-65, красностойкость 600ºС. Присутствие избытка карбидной фазы придает стали мелкозернистую структуру, увеличивает износостойкость изделий, уменьшает чувствительность к перегреву. Быстрорез Р18 используется для изготовления долбяков, шеверов, сверл, фрез, метчиков, разверток. Основной недостаток вольфрамовых сталей – значительная карбидная неоднородность, приобретающая критическое значение в изделиях большого сечения. Карбидная неоднородность уменьшает стойкость инструмента и приводит к выкрашиванию режущих кромок.
Быстрорежущая сталь Р6М5
Быстрорежущие стали с высоким содержанием вольфрама в последнее время вытесняются сложнолегированными сплавами в которых вольфрам частично заменен молибденом. Таким образом заметно уменьшается карбидная неоднородность металла, что повышает прочность инструмента и его устойчивость к ударным нагрузкам. Среди типичных представителей группы вольфрамомолибденовых сталей – стали Р6М5 и Р6М3.
Технологические качества стали Р6М5 близки к таковым стали Р18, то есть эти сплавы являются взаимозаменяемыми. В ряде случаев применение стали Р5М6 более предпочтительно, в частности, при изготовлении крупногабаритных инструментов. Благодаря высокой прочности, технологичности и стойкости сталь Р6М5 на данный момент является наиболее востребованной из сталей высокой продуктивности.
В сортамент быстрорежущей стали входят:
- Круг;
- Квадрат:
- Лист;
- Полоса.
Круги из быстрорежущей стали используется для изготовления сверл, лерок, пил, метчиков и других режущих инструментов. Квадраты применяются реже, в основном для производства токарных резцов и ножей для электрорубанков.
Изделия, нашедшие место в быту и на производстве
Сталь быстрорежущая благодаря своим положительным свойствам активно применяется в ножевом производстве. Такие режущие инструменты обладают всеми необходимыми характеристиками. Благодаря высокой устойчивости поверхности к внешним нагрузкам они без проблем перерезают толстые канаты, древесину, кости и т.д. Они могут справиться со стальной пластиной толщиной в несколько мм.
Нож быстрорез даже при интенсивном использовании долгое время удерживает заточку, однако стоит учитывать, что ввиду высоких прочностных качеств он с трудом поддаётся заточке, особенно в домашних условиях.
Быстрорезы широко применяются и в промышленности. Самый яркий пример – это изготовление свёрл самых разных назначений: от дерева до сверхпрочных металлов. Из них же делают следующие детали промышленных механизмов:
- полотна ножовочные;
- зенковки;
- буры;
- резцы долбёжные;
- коронки.
Расшифровка маркировки данного сплава
Расшифровка маркировки стали Р6М5 следующая:
- Буква «Р» означает быстрорежущая или рапидная сталь, так как для маркировки бралось сокращение от английского слова «rapid» (на русском читается как рапид), которое в переводе означает «быстрый». А число, которое стоит за этой буквой обозначает процентное соотношение вольфрама в этом сплаве. В данном случае оно равняется 6 %, с небольшими отклонениями.
- Буква «М» показывает на то, что в составе этого сплава присутствует молибден. А число, которое стоит за буквой, также показывает количество его нахождения в сплаве этого металла в процентах.
Пример расшифровки маркировки
Если к этой стали больше не прибавляется никаких дополнительных элементов, то на этом обозначение ее заканчивается. Если же, к сплаву добавлен кобальт, то обозначаться она уже будет, Р6М5К5. Маркировка «Ф» — ванадий, «Т» — титан и другие добавочные элементы.
По ГОСТу сталь Р6М5 делится на следующие изделия, который принадлежит одному из межгосударственных стандартов. В нем описаны все технические требования, относящиеся к этой марке. Хоть и металлопрокат в последнее время переходит уже на твердые сплавы, эта марка все еще удерживает свои лидирующие позиции в спросе на рынке.
Ниже перечислены некоторые изделия из сплава этих металлов и соответствующий ГОСТ к ним:
- круги горячекатанные относятся к ГОСТу под номером 2590-88;
- калиброванный прут имеет ГОСТ 7417-75;
- полосы и пруты (для изготовления этих изделий используется разновидность стали Р6М5К5) – ГОСТ 19265-73;
- круги, у которых имеется специальная отделка верхнего слоя имеют ГОСТ 14955-77.
Быстрорез, за что его любят?
Самое важное преимущество инструмента из быстрорежущей стали – скорость резания. В момент появления инструменты были на грани фантастики и превосходили все ожидания. Конкурентами на тот момент у быстрорезов были инструментальные стали, их главный бич — полное отсутствие горячей твердости. Вот три пункта превосходства инструмента из быстрорежущей стали, за что они и обрели популярность: Важнейшее свойство – красностойкость. Определяет, сколько времени инструмент способен испытывать высокие температуры, прежде чем его режущие кромки начнут походить на печенье, упавшее в молоко. Например Р18 за 4 часа при температуре 620 градусов снизит прочность до 59 HRC. Наиболее ходовые инструментальные стали: У10, У12 120 выдержат нагрев 150-200, их твердость упадет не значительно, до HRC63. Дальнейшее повышение температур попросту критично и абсолютно не допустимо. Горячая твердость, вот за что быстрорез получил свое имя. Обработка металлов сильно нагревает инструмент. Традиционные приспособления из инструментальной стали, если смотреть на диаграмму отношения температуры и твердости, падали в бездну после порога в 200 градусов. Быстрорежущая сталь легко держала 60 HRC и при 600. Наиболее совершенные сплавы с высоким содержанием кобальта и 700 градусов. При использовании охлаждения скорость резания была огромной и полностью удовлетворяла всем требованиям. Для инструмент очень важна прочность или ударная прочность. Когда режущая кромка без последствий переносила ударные нагрузки, особенно при долбежных операциях, прерывистом точении и фрезеровке. Инструменты из быстрорежущей стали легко справлялись с этим наравне или лучше чем стали инструментальные.
Быстрорежущие инструментальные стали для изготовления высокопрочного инструмента
Быстрорежущие инструментальные стали обладают рядом особых свойств, которые и обуславливают их активное использование для изготовления разнообразных инструментов повышенной прочности.
1 Быстрорежущие инструментальные стали – главные характеристики
Под быстрорежущими сталями понимают легированные стали, которые производятся в большинстве случаев исключительно для выпуска инструмента для резки металлов, который может функционировать на высоких скоростях. Основное их отличие от углеродистых инструментальных сталей заключается именно в том, что они способны обеспечивать резание твердых изделий в высокоскоростном режиме. 
Сталь быстрорежущая инструментальная обладает следующими основными характеристиками:
- Горячая твердость. При работе инструмент для резки выделяет тепло, причем весьма интенсивно. Часть этой тепловой энергии (иногда до 80 процентов) идет на его разогрев, что вызывает отпуск материала и существенное уменьшение его твердости. Из-за этого явления инструмент, сделанный из обычных углеродистых сталей, теряет свою твердость. Быстрорежущая же сталь сохраняет твердость при температурах до 600 °C, что обуславливает большую производительность изделий из нее. Заметим – при нормальных температурах резки (не более 200 °C) твердость быстрорежущей стали является даже ниже обычной углеродистой.

- Красностойкость. Величина, определяющая временной промежуток, в течение которого инструмент способен выдерживать без потери своих рабочих свойств высокую температуру. Все марки быстрорежущих сталей имеют высокий показатель красностойкости. По этому показателю им на данный момент нет равных.
- Сопротивление разрушению. Высокие механические характеристики не менее важны для производительности режущего инструмента. Быстрорежущие стали описываются высокой прочностью, гарантирующей возможность изготовления инструмента с большой глубиной и подачей резания.

2 Быстрорежущая сталь – маркировка
Сталь для производства быстрорежущего инструмента была изобретена в Британии. По-английски ее название звучит как “rapid steel” (рапид в переводе означает скорость). По этой причине быстрорежущие стали имеют такие марки, которые начинаются с заглавной литеры Р. После нее числом указывается (в процентах), сколько содержится вольфрама в сплаве. Далее идут буквы Ф, М и К с числами, определяющими, соответственно, процент ванадия, молибдена и кобальта.
В зависимости от содержания тех или иных химических элементов в сплаве можно поделить на три группы все быстрорежущие стали, маркировка четко показывает, к какому виду относится конкретная сталь. Она может быть с содержанием:
- кобальта до 10 % и вольфрама до 22 % (стали Р6М5Ф2К8, Р10М4Ф3К10 и другие);
- кобальта не более 5 % и вольфрама до 18 % (Р9К5, Р10Ф5К5, Р18Ф2К5);
- без кобальта с вольфрамом не более 16 % (Р65М, Р12, Р18, Р9).

Режущие возможности быстрорежущих сплавов зависят, прежде всего, от содержания в них вольфрама. Стоит знать, что при высоком содержании этого элемента, а также кобальта и ванадия отмечается карбидная неоднородность стали, способная привести к тому, что режущие кромки инструмента при эксплуатации будут раскрашиваться. Содержащие же молибден составы практически по всей длине пореза имеют стабильные показатели твердости.
Для производства высокоточных инструментов с повышенными требованиями к их технологическим возможностям обычно применяется сталь Р18. Она характеризуется отличной износостойкостью за счет мелкозернистой структуры. Закалка стали Р18 проходит без явления перегревания, что может наблюдаться при закаливании иных марок быстрорежущих сплавов. Но себестоимость ее выпуска достаточно высока, поэтому зачастую ее заменяют сталью Р9.

Р9 примерно аналогична по режущим свойствам Р18. Причем в отожженном состоянии она очень легко поддается деформации (пластической). Недостатком Р18 можно считать то, что шлифование металла с таким составом затрудняется, а значит, сталь нельзя применять для высокоточного инструмента. А вот Р12 характеризуется хорошей прочностью, пластичностью в горячем состоянии и вязкостью. По основным параметрам она также похожа на Р18.
3 Производство быстрорежущих сталей и их обработка
Сейчас применяются две технологии изготовления быстрорежущей стали:
- распыление азотом струи жидкого металла (порошковая методика);
- разливка в слитки, прокатка и дальнейшая проковка (классический метод).
Чаще используется классическая методика, которая предполагает учет ряда особенностей обработки сталей, относимых к группе быстрорежущих. Во-первых, необходимо избежать карбидной ликвации в готовом сплаве, вызываемой недостаточной проковкой металла. Во-вторых, закалка быстрорежущей стали в обязательном порядке предваряется отжигом. Если не придерживаться данного требования, готовые изделия будут хрупкими из-за так называемого “нафталинового излома”.

Непосредственно закалка осуществляется при температурах, которые не становятся причиной роста зерна в α-железе, и при этом гарантируют наибольшую растворимость в нем легирующих добавок. Закаленная сталь имеет в своей структуре до 30 процентов аустенита, который понижает показатели теплопроводности материала и твердости инструмента. “Убрать” лишний аустенит можно двумя способами:
- многократным отпуском: несколько подряд идущих процедур нагрева, выдержки и охлаждения;
- холодом: перед отпуском металл охлаждается до – 80 °C.

Указанные процедуры не дают возможности полностью удалить аустенит из стали, но обеспечивают значительное уменьшение его количества.
4 Поверхностная обработка изделий из быстрорежущих сталей
Она необходима для дополнительного увеличения износостойкости, твердости и коррозионной стойкости инструментов для резания. Сейчас существует несколько видов их поверхностной обработки:
- Азотирование. Бывает газовым (смесь 80 % азота и 20 аммиака) и аммиачным (осуществляется в атмосфере аммиака в течение 10–40 минут) при температуре около 660 °С (минимум 550). Меньшая хрупкость поверхностного слоя достигается при использовании первой методики азотирования.
- Цианирование. Может быть газовым (комбинация науглероживающего газа и аммиака) – длится от 1,5 до 3 часов, жидким (расплавы KOH, Na2CO3 либо NaCN) – от 5 до 30 минут при температуре около 560 °С.
- Сульфидирование. Применяются жидкие расплавы (K4Fe(CN)6 – 3–4 %, BaCl2 – около 25 %, NaCl – до 17 %) с внесением дополнительно соединений серы (KCNS, FeS). Длительность процедуры – 45–180 минут, температура – от 450 до 560 градусов по Цельсию.

Также нередко инструменты из быстрорежущей стали обрабатывают паром в специальных печах (они являются полностью герметичными). Сначала сеанс продолжается около 25 минут, при этом изделия подвергаются воздействию давления от 1 до 3 Мпа при температуре 300–350 °С. На втором этапе инструмент выдерживают до одного часа, затем охлаждают до 300 градусов в атмосфере пара, прекращают его подачу, и охлаждают на открытом воздухе (реже – непосредственно в печи). Финалом такой процедуры является промывка инструмента в веретенной горячей жидкости (в масле).

Все описанные виды обработки допускается производить после шлифования, термической обработки и заточки инструмента.
Быстрорежущие стали

Какие стали называются быстрорежущими?
Быстрорежущие сплавы относятся к группе инструментальных сталей специального назначения. Их основная область применения – изготовление профессионального инструмента повышенной прочности, работающего при высокой скорости вращения и резания.
История создания
До появления быстрорежущих инструментальных сталей для обтачивания деревянных деталей и изделий из цветных металлов использовались обычные стальные резцы. Но при обработке подобным инструментом деталей из твердых материалов возникала проблема. Резец очень быстро изнашивался, нагревался, им было невозможно обтачивать изделие с высокой скоростью.
Проблему удалось решить в 1858 году, после получения сплава, где в качестве легирующих элементов использовались вольфрам и марганец. В течение нескольких последующих десятилетий в результате экспериментов было получено еще несколько видов сверхпрочных сплавов, способных эксплуатироваться при высоких температурах. Это позволило многократно увеличить скорость обработки деталей и повысить производительность металлорежущих станков.
В конце прошлого века вольфрамовые соединения стали заменяться на самозакаливающиеся, а в настоящее время успешно используются безвольфрамовые составы.
Свойства и виды быстрорежущих сталей
Сплавы сочетают в себе повышенную теплостойкость с твердостью, износостойкостью и высоким сопротивлением пластической деформации. В процессе работы инструмент из быстрорежущей стали должен сохранять заданный размер и форму, выдерживать серьезные динамические нагрузки, сохранять режущую способность при высокой температуре.
Назначение быстрорежущих сталей и их свойства определяются особенностями легирующих элементов. В состав входят хром и вольфрам в различных процентных соотношениях, несколько изменяющих рабочие характеристики материала. Кроме классических хромовольфрамовых составов, используют сплавы с увеличением в составе углерода, ванадия, кобальта.
Быстрорежущие инструментальные стали делятся на 3 группы:
- Сплавы с нормальной теплостойкостью – вольфрамовые и вольфрамомолибденовые соединения (P9, P12, P18, P6M3, P6M5, P8M3), которые используют для изготовления режущего инструментария с целью обработки конструкционных, цветных и черных металлов, пластмассы. К этой же группе относятся составы, легированные азотом для повышения режущих характеристик металла.
- Марки с повышенной теплостойкостью – составы с увеличенным содержанием углерода, ванадия и кобальта (10Р6М5, Р2МЗФ8, Р9К10 и др.), предназначенные для обработки закаленных, жаропрочных, нержавеющих и конструкционных металлов.
- Высоколегированные сплавы с высокой теплостойкостью – характеризуются высоким содержанием легирующих добавок и низким содержанием углерода (В14М7К25, В11М7К23). Они предназначены для резки титановых сплавов и труднообрабатываемых изделий.
Основные характеристики
- Горячая твердость
В обычном состоянии материал по твердости уступает углеродистым металлам. Но в процессе нагрева твердость обычных углеродистых соединений падает до недопустимых пределов. Твердость быстрорежущей стали сохраняется даже при температуре 600°C. - Красностойкость
Этот параметр характеризует максимальное время, в течение которого инструмент может выдерживать высокую температуру без потери своих эксплуатационных свойств. Быстрорежущее оборудование в этом плане не имеет аналогов. - Сопротивление разрушению
Прочные сплавы обладают отличными механическими характеристиками, препятствующими их разрушению. Это гарантирует возможность использования оборудования в интенсивном режиме эксплуатации.
Изготовление быстрорежущих сталей
При производстве используются следующие технологии:
- Классический способ разливки и формовки металла с последующей проковкой. Эта технология дает возможность предварительного отжига и закалки материала, а также предотвращает образование хрупкости и улучшает качественные характеристики инструмента.
- Порошковый метод, в процессе которого расплавленный состав распыляется с помощью азота.
Для улучшения качества полученных изделий, после изготовления их поверхность подвергают дополнительной обработке азотом, цинком, серосодержащими сульфидами.
Где применяются быстрорежущие стали?
Область применения износостойкого металла зависит от состава, определяющего его рабочие свойства. В основном – это инструмент, к которому предъявляются высокие требования прочности, термостойкости, длительного срока службы.
- Производство сверл, резцов, фрез, метчиков;
- Изготовление режущих кромок для инструмента, которые в ряде случаев могут быть съемными;
- Детали для металлообрабатывающих станков и оборудования;
- Изготовление инструментов, с помощью которых осуществляется чистовая отделка труднообрабатываемых металлических изделий.
По использованию данных марок металла специалисты дают следующие рекомендации:
- Вольфрамомолибденовые составы подходят для инструментов, предназначенных для черновой обработки изделий, изготовления фрез, протяжек и шеверов.
- Кобальтовые соединения используют для обработки жаропрочных и коррозионностойких изделий в сложных условиях.
- Ванадиевые сплавы используются для чистовой обработки материалов.
- Марка P9 применяется для создания элементов оборудования, не подвергающихся чрезмерной нагрузке.
- Марка P18 подходит для инструментов сложной формы и фасонных изделий, с повышенными требованиями износостойкости.
Сортамент металлических изделий представлен квадратом, кругом, полосой, листовым прокатом. Чаще всего режущий инструмент изготавливаются из круга. Квадратный прокат применяется для производства электрорубанков, ножей, токарных резцов. Если есть сомнения в правильном выборе подходящего сплава, лучше обратиться к специалистам. В профильных компаниях смогут подобрать прокат высокого качества и нужных эксплуатационных характеристик.
Быстрорежущие инструментальные стали: марки, характеристики, маркировка
Такой материал, как быстрорежущие стали, отличается уникальными свойствами, что дает возможность использовать его для изготовления инструментов, обладающих повышенной прочностью. Характеристики сталей, относящихся к категории быстрорежущих, позволяют производить из них инструменты самого различного назначения.

Фрезы, метчики, развертки – типичные изделия, производимые из высококачественной быстрорежущей стали
Характеристики быстрорежущих сталей
К категории быстрорежущие стали относят сплавы, химический состав которых дополнен рядом легирующих добавок. Благодаря таким добавкам сталям придаются свойства, позволяющие использовать их для изготовления режущего инструмента, способного эффективно работать на высоких скоростях. Быстрорежущие инструментальные стали от обычных углеродистых сплавов как раз и отличает то, что инструмент, который из них изготовлен, может с успехом применяться для обработки твердых материалов на повышенных скоростях.
Фрезеровка детали на профессиональном гравировальном станке
К наиболее примечательным характеристикам, которыми отличаются быстрорежущие стали различных марок, нужно отнести следующие.
- Твердость, сохраняемая в горячем состоянии (горячая твердость). Как известно, любой инструмент, используемый для выполнения обработки резанием, в процессе такой обработки интенсивно нагревается. В результате нагрева обычные инструментальные стали подвергаются отпуску, что в итоге приводит к снижению твердости инструмента. Такого не происходит, если для изготовления была использована быстрорежущая сталь, которая способна сохранять свою твердость даже при нагреве инструмента до 6000. Что характерно, стали быстрорежущих марок, которые часто называют быстрорезы, обладают даже меньшей твердостью по сравнению с обычными углеродистыми, если температура резания находится в нормальных пределах: до 2000.
- Повышенная красностойкость. Данный параметр любого металла характеризует период времени, в течение которого инструмент, изготовленный из него, способен выдерживать высокую температуру, не теряя своих первоначальных характеристик. Быстрорежущие стали в качестве материала для изготовления режущего инструмента не имеют себе равных по данному параметру.
- Сопротивление разрушению. Режущий инструмент, кроме способности переносить воздействие повышенных температур, должен отличаться и улучшенными механическими характеристиками, что в полной мере демонстрируют стали быстрорежущих марок. Инструмент, изготовленный из таких сталей, обладающий высокой прочностью, может успешно работать на большой глубине резания (сверла) и на высоких скоростях подач (резцы, сверла и др.).
Характеристики и назначение быстрорежущих сталей
Классификация материала и применение марки Р12
Р12 относят к быстрорежущим сталям. Быстрорежущие стали – легированные сплавы, предназначенные главным образом для изготовления металлорежущего инструмента, работающего при высоких скоростях резания.
Р12 благодаря своим положительным свойствам активно применяется в ножевом производстве. Такие режущие инструменты обладают всеми необходимыми характеристиками. Благодаря высокой устойчивости поверхности к внешним нагрузкам они без проблем перерезают толстые канаты, древесину, кости и т. д.
Они могут справиться со стальной пластиной толщиной в несколько мм.
Нож из Р12 даже при интенсивном использовании долгое время удерживает заточку, однако стоит учитывать, что ввиду высоких прочностных качеств он с трудом поддаётся заточке, особенно в домашних условиях.
Сталь Р12М широко применяется и в промышленности. Самый яркий пример – это изготовление свёрл самых разных назначений: от дерева до сверхпрочных металлов. Из них же делают зенковки, коронки, конические машинные развёртки, буры, резцы долбёжные, полотна ножовочные и т. п.
Сталь Р12М широко применяется в промышленности.
Расшифровка обозначения марок сталей
Изначально быстрорежущая сталь как материал для изготовления режущих инструментов была изобретена британскими специалистами. С учетом того, что инструмент из такой стали может использоваться для высокоскоростной обработки металлов, этот материал назвали «rapidsteel» (слово «рапид» здесь как раз и означает высокую скорость). Такое свойство данных сталей и придуманное им в свое время английское название послужили причиной того, что обозначения всех марок данного материала начинаются с буквы «Р».
Правила маркировки сталей, относящихся к категории быстрорежущих, строго регламентированы соответствующим ГОСТ, что значительно упрощает процесс их расшифровки.
Первая цифра, стоящая после буквы Р в обозначении стали, указывает на процентное содержание в ней такого элемента как вольфрам, который во многом и определяет основные свойства данного материала. Кроме вольфрама быстрорежущая сталь содержит в своем составе ванадий, молибден и кобальт, которые в маркировке обозначаются, соответственно буквами Ф, М и К. После каждой из такой буквы в маркировке стоит цифра, указывающая на процентное содержание соответствующего элемента в химическом составе стали.
Пример расшифровки марки быстрорежущей стали
В зависимости от содержания в составе стали тех или иных элементов, а также от их количества, все подобные сплавы делятся на три основных категории. Определить, к какой из категорий относится сталь, достаточно легко, расшифровав ее маркировку.
Итак, стали быстрорежущих марок принято разделять на следующие категории:
- сплавы, в которых кобальта содержится до 10%, а вольфрама до 22%; к таким сталям относятся сплавы марок Р6М5Ф2К8, Р10М4Ф3К10 и др.;
- стали с содержанием не более 5% кобальта и до 18% вольфрама; такими сталями являются сплавы марок Р9К5, Р18Ф2К5, Р10Ф5К5 и др.;
- сплавы, в которых как кобальта, так и вольфрама содержится не более 16%; к таким сплавам относится сталь Р9, Р18, Р12, Р6М5 и др.
Определение разновидности стали по искре
Как уже говорилось выше, характеристики сталей, относящихся к категории быстрорежущих, преимущественно определяются содержанием в них такого элемента как вольфрам. Следует иметь в виду, что если в быстрорежущем сплаве содержится слишком большое количество вольфрама, кобальта и ванадия, то по причине формирования карбидной неоднородности такой стали режущая кромка инструмента, который из нее изготовлен, может выкрашиваться под воздействием механических нагрузок. Таких недостатков лишены инструменты, изготовленные из сталей, содержащих в своем составе молибден. Режущая кромка подобных инструментов не только не выкрашивается, но и отличается тем, что имеет одинаковые показатели твердости по всей своей длине.
Маркой стали для изготовления инструментов, к которым предъявляются повышенные требования по их технологическим характеристикам, является Р18. Обладая мелкозернистой внутренней структурой, такая сталь демонстрирует отличную износостойкость. Преимуществом использования стали данной марки является еще и то, что при выполнении закалки изделий из нее они не перегреваются, чего не скажешь о быстрорежущих сплавах других марок. По причине достаточно высокой стоимости инструментов, изготовленных из стали этой марки, ее часто заменяют на более дешевый сплав Р9.
Технические характеристики стали марки Р18
Достаточно невысокая стоимость стали марки Р9, как и ее разновидности — Р9К5, которая по своим характеристикам во многом схожа с быстрорежущим сплавом Р18, объясняется рядом недостатков данного материала. Наиболее значимым из них является то, что в отожженном состоянии такой металл легко поддается пластической деформации. Между тем сталь марки Р18 также не лишена недостатков. Так, из данной стали не изготавливают высокоточный инструмент, что объясняется тем, что изделия из нее плохо поддаются шлифовке. Хорошие показатели прочности и пластичности, в том числе и в нагретом состоянии, демонстрируют инструменты, изготовленные из стали марки Р12, которая по своим характеристикам также схожа со сталью Р18.
Свойства стали марки Р9К5
Химический состав
| Стандарт | C | S | P | Mn | Cr | Si | Ni | Fe | Cu | N | As | Al | V | Ti |
| TУ 14-1-1762-76 | 0.14-0.22 | ≤0.04 | ≤0.035 | 1.3-1.7 | ≤0.3 | 0.4-0.7 | ≤0.3 | Остаток | ≤0.3 | 0.015-0.03 | — | — | 0.08-0.18 | — |
| ГОСТ 19282-73 | 0.14-0.22 | ≤0.04 | ≤0.035 | 1.3-1.7 | ≤0.3 | ≤0.17 | ≤0.3 | Остаток | ≤0.3 | 0.015-0.03 | ≤0.08 | ≤0.05 | 0.08-0.15 | ≤0.03 |
Fe — основа. По ГОСТ 19282-73 допускается модифицирование стали кальцием и редкоземельными элементами из расчета введения в металл не более 0,02 % кальция и 0,05 % редкоземельных элементов. По ГОСТ 19281-89 и ГОСТ 19282-73 допускается допускается добавка алюминия и титана из расчета получения массовой доли в прокате алюминия — не более 0,050 %, титана — не более 0,030 %. По ТУ 14-1-1762-76 представлен химический анализ стали марки 86Г2АФ.
Методы производства и обработки
Для производства инструментов, изготавливаемых из быстрорежущих сплавов, используются две основные технологии:
- классический метод, который предполагает разливку расплавленного металла в слитки, в дальнейшем подвергающиеся проковке;
- метод порошковой металлургии, при котором расплавленный металл распыляется при помощи струи азота.
Классическая технология, предполагающая проковку изделия из быстрорежущего сплава, которое предварительно было отлито в специальную форму, позволяет наделить такое изделие более высокими качественными характеристиками.
Подобная технология помогает избежать формирования карбидных ликваций в готовом изделии, а также дает возможность подвергнуть его предварительному отжигу и дальнейшей закалке. Кроме того, данная технология изготовления позволяет избежать такого явления, как «нафталиновый излом», которое приводит к значительному повышению хрупкости готового изделия, изготовленного из быстрорежущего сплава.
Закалка готовых инструментов, выполненных из быстрорежущего сплава, осуществляется при температурах, которые способствуют лучшему растворению в них легирующих добавок, но в то же время не приводят к росту зерна их внутренней структуры. После выполнения закалки быстрорежущие сплавы имеют в своей структуре до 30% аустенита, что не самым лучшим образом сказывается на теплопроводности материала и его твердости. Для того чтобы уменьшить количество аустенита в структуре сплава до минимальных значений, используются две технологии:
- проводят несколько циклов нагрева изделия, выдержки при определенной температуре и охлаждение: многократный отпуск;
- перед выполнением отпуска, изделие подвергается охлаждению до достаточно низкой температуры: до –800.
Виды сталей и особенности их маркировки
Сталь представляет собой сплав железа с углеродом, при этом содержание последнего в ней составляет не более 2,14%. Углерод придает сплаву твердость, но при его избытке металл становится слишком хрупким.
Одним из важнейших параметров, по которому стали делят на различные классы, является химический состав. Среди сталей по данному критерию выделяют легированные и углеродистые, последние подразделяются на мало- (углерода до 0,25%), средне- (0,25–0,6%) и высокоуглеродистые (в них содержится больше 0,6% углерода).
Включая в состав стали легирующие элементы, ей можно придать требуемые характеристики. Именно таким образом, комбинируя вид и количественное содержание добавок, получают марки, обладающие улучшенными механическими свойствами, коррозионной устойчивостью, магнитными и электрическими характеристиками. Конечно, улучшать характеристики сталей можно и при помощи термообработки, но легирующие добавки позволяют делать это более эффективно.
По количественному составу легирующих элементов различают низко-, средне- и высоколегированные сплавы. В первых легирующих элементов не более 2,5%, в среднелегированных – 2,5–10%, в высоколегированных – более 10%.
Классификация сталей осуществляется и по их назначению. Так, выделяют инструментальные и конструкционные виды, марки, отличающиеся особыми физическими свойствами. Инструментальные виды используются для производства штамповых, мерительных, а также режущих инструментов, конструкционные – для выпуска продукции, применяемой в строительстве и сфере машиностроения. Из сплавов, отличающихся особыми физическими свойствами (также называемых прецизионными), изготавливают изделия, которые должны обладать особыми характеристиками (магнитными, прочностными и др.).
Улучшение характеристики изделий
Чтобы инструменты, изготовленные из быстрорежущих сплавов, обладали высокой твердостью, износостойкостью и коррозионной устойчивостью, их поверхность необходимо подвергнуть обработке, к методам выполнения которой относятся следующие.
- Насыщение поверхностного слоя изделия азотом — азотирование. Проводиться такая обработка может в газовой среде, состоящей из азота (80%) и аммиака (20%), либо полностью в аммиачной среде. Время выполнения подобной технологической операции — 10–40 минут, температура, при которой она осуществляется — 550–6600. Использование газовой среды, содержащей азот и аммиак, позволяет сформировать менее хрупкий поверхностный слой.
- Насыщение поверхностного слоя изделия углеродом и азотом — цианирование, которое осуществляется в расплаве цианида натрия или других солей с этим же анионом. В зависимости от назначения детали цианирование может быть высоко-, средне- и низкотемпературным. Чем выше температура и время выдержки детали в расплаве, тем больше толщина получаемого слоя.
- Сульфидирование, которое выполняется в жидких расплавах сульфидов, куда добавляются соединения серы. Проводится такая процедура на протяжении 45–180 минут, при этом температура расплава должна составлять 450–5600.
Инструменты, изготовленные из быстрорежущих сплавов, также подвергают обработке паром, что позволяет улучшить характеристики их поверхностного слоя. Следует иметь в виду, что все вышеперечисленные операции выполняются с инструментом, режущая часть которого уже заточена, отшлифована и подвергнута термической обработке.
Чугуны со специальными свойствами.
В зависимости от назначения различают износостойкие, антифрикционные, жаростойкие и коррозионностойкие чугуны.
Износостойкие (антифрикционные ) чугуны.
Обозначают сочетанием букв АЧС, АЧК, АЧВ. Буквы С, К, В обозначают вид чугуна: серый, ковкий, высокопрочный. Цифра обозначает номер чугуна.
Для легирования антифрикционных чугунов применяют хром, никель, медь, титан.
Жаростойкие и жаропрочные чугуны.
Обозначают набором заглавных букв русского алфавита и следующими за ними букв. Буква «Ч» – чугун. Буква «Ш», стоящая в конце марки означает шаровидную форму графита. Остальные буквы означают легирующие элементы, а числа, следующие за ними, соответствуют их процентному содержанию в чугуне.
Жаростойкие чугуны применяют для изготовления деталей контактных аппаратов химического оборудования, работающих в газовых средах при 0 температуре 900-1100 С.
Коррозионностойкие чугуны.
Коррозионностойкие чугуны, обладают высокой стойкостью в газовой, воздушной и щелочных средах. Их применяют для изготовления деталей узлов трения, работающих при повышенных температурах.
Примеры обозначения и расшифровки:
1. СЧ15 – серый чугун, временное сопротивление при растяжении 150Мпа.
2. КЧ45-7 – ковкий чугун, временное сопротивление при растяжении 450Мпа, относительное удлинение 7%.
3. ВЧ70 – высокопрочный чугун, временное сопротивление при растяжении 700 МПА
4. АЧВ – 2 – антифрикционный высокопрочный чугун, номер 2.
5. ЧН20Д2ХШ – жаропрочный высоколегированный чугун, содержащий никеля 20%, 2% меди, 1% хрома, остальное – железо, углерод, форма графита – шаровидная
6. ЧС17 – коррозионностойкий кремниевый чугун, содержащий 17% кремния, остальное –железо, углерод.
Примеры маркировки сталей различных видов
Определение марки стали и причисление сплава к определенному виду – это задача, которая не должна вызывать никаких проблем у специалиста. Не всегда под рукой есть таблица, в которой дается расшифровка названий марок, но разобраться с этим помогут примеры, которые приведены ниже.
Содержание элементов в распространенных марках стали (нажмите для увеличения)
Конструкционные стали, не содержащие легирующих элементов, обозначаются буквосочетанием «Ст». Цифры, стоящие следом, – это содержание углерода, исчисляемое в сотых долях процента. Несколько иначе маркируются низколегированные конструкционные стали. К примеру, в стали марки 09Г2С 0,09% углерода, а легирующие добавки (марганец, кремний и др.) содержатся в ней в пределах 2,5%. Очень похожие по своей маркировке 10ХСНД и 15ХСНД отличаются разным количеством углерода, а доля каждого легирующего элемента в них составляет не больше 1%. Именно поэтому после букв, обозначающих каждый легирующий элемент в таком сплаве, не стоит никаких цифр.
Быстрорежущие стали инструментальные — обработка, марки, изготовление сверл и резцов

Быстрорежущие инструментальные стали обладают рядом особых свойств, которые и обуславливают их активное использование для изготовления разнообразных инструментов повышенной прочности.
Истории создания

Сверло с покрытием из нитрида титана
Для обточки деталей из дерева, цветных металлов, мягкой стали резцы из обычной твердой стали были вполне пригодны, но при обработке стальных деталей резец быстро разогревался, скоро изнашивался и деталь нельзя было обтачивать со скоростью больше 5 м/мин.
Барьер этот удалось преодолеть после того, как в 1858 году Р. Мюшетт получил сталь, содержащую 1,85 % углерода, 9 % вольфрама и 2,5 % марганца. Спустя десять лет Мюшетт изготовил новую сталь, получившую название самокалки. Она содержала 2,15 % углерода, 0,38 % марганца, 5,44 % вольфрама и 0,4 % хрома. Через три года на заводе Самуэля Осберна в Шеффилде началось производство мюшеттовой стали. Она не теряла режущей способности при нагревании до 300 °C и позволяла в полтора раза увеличить скорость резания металла — 7,5 м/мин.
Спустя сорок лет на рынке появилась быстрорежущая сталь американских инженеров Тэйлора и Уатта. Резцы из этой стали допускали скорость резания до 18 м/мин. Эта сталь стала прообразом современной быстрорежущей стали Р18.
Ещё через 5—6 лет появилась сверхбыстрорежущая сталь, допускающая скорость резания до 35 м/мин. Так, благодаря вольфраму было достигнуто повышение скорости резания за 50 лет в семь раз и, следовательно, во столько же раз повысилась производительность металлорежущих станков.
Дальнейшее успешное использование вольфрама нашло себе применение в создании твердых сплавов, которые состоят из вольфрама, хрома, кобальта. Были созданы такие сплавы для резцов, как стеллит. Первый стеллит позволял повысить скорость резания до 45 м/мин при температуре 700—750 °C. Сплав вида, выпущенный Круппом в 1927 году, имел твердость по шкале Мооса 9,7—9,9 (твердость алмаза равна 10).
В 1970-х годах в связи с дефицитом вольфрама быстрорежущая сталь марки Р18 была почти повсеместно заменена на сталь марки Р6М5 (так называемый «самокал», самозакаливающаяся сталь), которая, в свою очередь, вытесняется безвольфрамовыми Р0М5Ф1 и Р0М2Ф3.
1 Быстрорежущие инструментальные стали – главные характеристики
Под быстрорежущими сталями понимают легированные стали, которые производятся в большинстве случаев исключительно для выпуска инструмента для резки металлов, который может функционировать на высоких скоростях. Основное их отличие от углеродистых инструментальных сталей заключается именно в том, что они способны обеспечивать резание твердых изделий в высокоскоростном режиме.
Сталь быстрорежущая инструментальная обладает следующими основными характеристиками:
- Горячая твердость. При работе инструмент для резки выделяет тепло, причем весьма интенсивно. Часть этой тепловой энергии (иногда до 80 процентов) идет на его разогрев, что вызывает отпуск материала и существенное уменьшение его твердости. Из-за этого явления инструмент, сделанный из обычных углеродистых сталей, теряет свою твердость. Быстрорежущая же сталь сохраняет твердость при температурах до 600 °C, что обуславливает большую производительность изделий из нее. Заметим – при нормальных температурах резки (не более 200 °C) твердость быстрорежущей стали является даже ниже обычной углеродистой.
- Красностойкость. Величина, определяющая временной промежуток, в течение которого инструмент способен выдерживать без потери своих рабочих свойств высокую температуру. Все марки быстрорежущих сталей имеют высокий показатель красностойкости. По этому показателю им на данный момент нет равных.
- Сопротивление разрушению. Высокие механические характеристики не менее важны для производительности режущего инструмента. Быстрорежущие стали описываются высокой прочностью, гарантирующей возможность изготовления инструмента с большой глубиной и подачей резания.
2. Углеродистые стали
Углеродистые инструментальные стали маркируются буквой У, а следующая за ней цифра показывает содержание углерода в десятых долях процента. Для изготовления инструмента применяют углеродистые качественные стали марок У7-— У13 и высококачественные стали марок У7А—У13А. Высококачественные стали содержат не более 0,02 % серы и фосфора, качественные — не более 0,03 %.
По назначению различают углеродистые стали для работы при ударных нагрузках и для статически нагруженного инструмента.
Стали марок У7—У9 применяют для изготовления инструмента при работе с ударными нагрузками, от которого требуется высока
я режущая способность (зубила, клейма по металлу, деревообделочный инструмент, в частности пилы, топоры и т. д.).
Стали марок У10—У13 идут на изготовление режущего инструмента, не испытывающего при работе толчков, ударов и обладающего высокой твердостью (напильники, шаберы, острый хирургический инструмент и т. п.). Из стали этих марок иногда изготавливают также простые штампы холодного деформирования.
Углеродистые доэвтектоидные стали после горячей пластической обработки <ковки или прокатки) и последующего охлаждения на воздухе имеют структуру, состоящую из пластинчатою перлита и небольшого количества феррита, а заэвтектоидные стали — пластинчатого перлита и избыточного цементита, который обычно образует сплошную или прерывистую сетку но границам бывших зерен аустенита.
Термическая обработка углеродистых инструментальных сталей состоит из двух операций: предварительной и окончательной обработок.
Предварительная термическая обработка сталей заключается в отжиге при 740—760 °С, цель которого — получить микроструктуру, состоящую из зернистого перлита — псевдоперлита, так как при такой микроструктуре после последующей закалки получаются наиболее однородные свойства. Кроме того, при такой структуре облегчается механическая обработка инструмента.
Окончательная термическая обработка состоит из закалки и низкого отпуска. Закалку проводят в воде от 780—810 °С, т. е, с температур, для доэвтектоидных сталей лежащих несколько выше Лс3, а для заэвтектоидных — лежащих ниже Аст.
Углеродистые стали имеют очень высокую критическую скорость закалки — порядка 200—300 °С/с. Поэтому недопустимо даже малейшее замедление охлаждения при закалке, так как это может привести к частичному распаду аустенита при температурах перлитного интервала и, как следствие, к появлению мягких пятен. Особенно быстро протекает распад аустенита в углеродистых сталях при температурах, близких к 500—550 °С, где он начинается почти мгновенно, протекает чрезвычайно интенсивно и в течение нескольких секунд полностью заканчивается.
Поэтому только инструменты малого диаметра могут после закалки в воде прокаливаться насквозь. Однако при этом в них возникают большие внутренние напряжения, которые могут вызвать существенные деформации.
Инструменты, имеющие крупные размеры, при закалке в воде и в водных растворах солей, кислот и щелочей, охлаждающая способность которых выше, чем воды, закаливаются на мартенсит лишь в тонком поверхностном слое. Структура же глубинных зон инструментов представляет собой продукты распада аустенита в перлитном интервале температур. Сердцевина инструментов, имеющая такую структуру, является менее хрупкой по сравнению с мартенситной структурой. Поэтому инструменты, имеющие такую сердцевину, лучше переносят толчки и удары по сравнению с инструментами, закаленными насквозь на мартенсит.
Углеродистые стали наиболее целесообразно применять для инструментов небольшого сечения (до 5 мм), которые можно закаливать в масле и достигать при этом сквозной прокаливаемости, а также для инструментов диаметром или наименьшей толщиной 18—25 мм, в которых режущая часть приходится только на поверхностный слой, например напильники, зенкера, метчики.
Углеродистые инструментальные стали отпускают при температурах не более 200 °С во избежание снижения твердости. Твердость окончательно термически обработанного инструмента из углеродистых сталей обычно лежит в интервале НВ.С 56—64.
Достоинствами углеродистых инструментальных сталей являются низкая стоимость, хорошая обрабатываемость давлением и резанием в отожженном состоянии.
Их недостатками являются невысокие скорости резания, ограниченные размеры инструмента из-за низкой прокаливаемо-сти и его значительные деформации после закалки в воде.
Изготовление и обработка быстрорежущих сталей
Быстрорежущие стали изготавливают как классическим способом (разливка стали в слитки, прокатка и проковка), так и методами порошковой металлургии (распыление струи жидкой стали азотом). Качество быстрорежущей стали в значительной степени определяется степенью её прокованности. При недостаточной проковке изготовленной классическим способом стали наблюдается карбидная ликвация.
При изготовлении быстрорежущих сталей распространенной ошибкой является подход к ней как к «самозакаливающейся стали». То есть достаточно нагреть сталь и охладить на воздухе, и можно получить твердый износостойкий материал. Такой подход абсолютно не учитывает особенности высоколегированных инструментальных сталей.
Перед закалкой быстрорежущие стали необходимо подвергнуть отжигу. В плохо отожженных сталях наблюдается особый вид брака: нафталиновый излом, когда при нормальной твердости стали она обладает повышенной хрупкостью.
Грамотный выбор температуры закалки обеспечивает максимальную растворимость легирующих добавок в α-железе, но не приводит к росту зерна.
После закалки в стали остается 25—30 % остаточного аустенита. Помимо снижения твердости инструмента, остаточный аустенит приводит к снижению теплопроводности стали, что для условий работы с интенсивным нагревом режущей кромки является крайне нежелательным. Снижения количества остаточного аустенита добиваются двумя путями: обработкой стали холодом или многократным отпуском. При обработке стали холодом её охлаждают до −80…−70 °C, затем проводят отпуск. При многократном отпуске цикл «нагрев — выдержка — охлаждение» проводят по 2—3 раза. В обоих случаях добиваются существенного снижения количества остаточного аустенита, однако полностью избавиться от него не получается.
Принципы легирования быстрорежущих сталей
Высокая твердость мартенсита объясняется растворением углерода в α-железе. Известно, что при отпуске из мартенсита в углеродистой стали выделяются мельчайшие частицы карбида. Пока выделившиеся карбиды ещё находятся в мельчайшем дисперсном рассеянии (то есть на первой стадии выделения при отпуске до 200 °C), твердость заметно не снижается. Но если температуру отпуска поднять выше 200 °C, происходит рост карбидных выделений, и твердость падает.
Чтобы сталь устойчиво сохраняла твердость при нагреве, нужно её легировать такими элементами, которые затрудняли бы процесс коагуляции карбидов. Если ввести в сталь какой-нибудь карбидообразующий элемент в таком количестве, что он образует специальный карбид, то красностойкость скачкообразно возрастает. Это обусловлено тем, что специальный карбид выделяется из мартенсита и коагулирует при более высоких температурах, чем карбид железа, так как для этого требуется не только диффузия углерода, но и диффузия легирующих элементов. Практически заметная коагуляция специальных карбидов хрома, вольфрама, молибдена, ванадия происходит при температурах выше 500 °C.
Красностойкость создается легированием стали карбидообразующими элементами (вольфрамом, молибденом, хромом, ванадием) в таком количестве, при котором они связывают почти весь углерод в специальные карбиды, и эти карбиды переходят в раствор при закалке. Несмотря на сильное различие в общем химическом составе, состав твердого раствора очень близок во всех сталях, атомная сумма W+Mo+V, определяющая красностойкость, равна примерно 4 % (атомн.), отсюда красностойкости и режущие свойства у разных марок быстрорежущих сталей близки. Быстрорежущая сталь, содержащая кобальт, превосходит по режущим свойствам остальные стали (он повышает красностойкость), но кобальт очень дорогой элемент.
3. Легированные стали
Низколегированные стали для режущего инструмента (13Х, 9ХС) также не обладают высокой теплостойкостью и обычно пригодны для работы при температурах не более 200 — 250 Их можно закаливать в масле до критического диаметра 40 мм и более. Применение масла или горячих закалочных сред позволяет уменьшить деформацию и коробление инструмента. Он может иметь большее сеченне, а благодаря меньшему короблению — и большую длину.
Низколегированная сталь 13Х имеет сравнительно неглубокую прокаливаемость и рекомендована для инструментов диаметром до 15 мм. Из этой стали изготавливают хирургический, гравировальный инструменты, лезвия безопасных бритв.
Стали 9ХС, ХВГ, ХВСГ используют для изготовления инструментов крупного сечения: сверл, разверток, протяжек диаметром 60—80 мм (табл. 14, ГОСТ 5950—73).
Обычная термическая обработка легированных режущих сталей состоит из закалки от 830 — 870 «С в масле или ступенчатой закалки и отпуска при температуре 200 °С. Твердость после термообработки составляет //ЯС 61 — 65. Если необходимо увеличить вязкость, то температуру отпуска повышают до 200—300 (1С. Вследствие некоторого распада мартенсита твердость после этого снижается до Н=С 55—60.
Таблица 14. Химический состав некоторых легированных инструментальных сталей, %
Зенкер и зенкерование – что это такое
В процессе производства деталей и изделий высокого качества довольно часто приходится иметь дело с недостаточной точностью выполнения нужных отверстий. Для получения необходимых параметров применяют зенкер.

Зенкер насадной d35
Применение и виды зенкеров
Зенкер представляет собой многолезвенный, многозубый режущий инструмент, применяемый для доработки заранее выполненных круглых отверстий в деталях и заготовках из разных материалов (на фото). Обработка этим способом применяется для увеличения диаметра и получения более качественной поверхности отверстия методом резания.
Такой процесс называется зенкерованием. Метод резания похож на процедуру сверления: наблюдается такое же вращение оснастки для зенкерования вокруг своей оси и одновременное поступательное движение инструмента вдоль оси.

Зенкер с твердосплавными пластинами
Разработали зенкер для металлообрабатывающей промышленности с целью обработки просверленного, продолбленного или выполненного с помощью штамповки отверстия. Зенкер по металлу, требования к характеристикам которого регулирует ГОСТ 12489-71, используется при выполнении промежуточной или уже конечный обработки. В связи с этим выделяют два вида инструмента:
- для последующего развертывания с припуском;
- для получения высокоточного отверстия – с квалитетом Н11 (допуск 4–5 класса точности).
Ознакомиться с требованиями ГОСТ к зенкерам можно, скачав документ в формате pdf по ссылке ниже.
При применении расточки увеличивается диаметр, повышается точность поверхности и чистота отверстия. Зенкерование предназначается в основном для:
- достижения более гладкой, чистой поверхности отверстия перед процедурой развертывания или нарезания резьбы;
- калибрования отверстия под болт, шпильку или какой-либо другой крепеж.
Применяются зенкеры, требования к которым определяет ГОСТ 12489-71, также при обработке торцевых поверхностей и при выполнении некоторых операций, придающих отверстию нужный профиль (например, расширение углубления в верхней части отверстия, предназначенного под головки болтов).
Зенкеры подразделяют на несколько видов по способу их закрепления в станок:
- насадной;
- хвостовой (с метрическим конусом или с конусом Морзе – виды хвостовика для крепления в станок).

По конструкции зенкеры бывают следующих видов:
- сборные;
- цельные;
- сварные;
- с твердосплавными пластинами.
Цельный зенкер похож на сверло, поэтому второе его название – сверло-зенкер. У него больше, чем у простого сверла, спиральных канавок и режущих кромок (от 3 до 6 зубьев). Режущую часть инструмента, как оговаривает ГОСТ 12489-71, выполняют из быстрорежущей стали P18, P9 или делают с твердосплавными пластинами (BK4, BK6, BK8 для обработки чугуна, T15K6 – для обработки стали). Инструмент, оснащенный твердосплавными пластинами, имеет большую производительность (более высокую скорость резания), чем изготовленный из быстрорежущей стали.
Выделяют также зенкер конический (для обработки поверхностей конической конфигурации) и так называемый обратный тип зенкеров.

Спиральные хвостовые зенкеры
Зенкерование и смежные с ним операции
Зенкерование сходно с операцией рассверливания: оба процесса ведутся с готовым отверстием. Отличие состоит в том, что результат зенкерования получается более точным. В процессе операции устраняются недостатки, возникающие после штамповки, литья или сверления. Улучшаются такие показатели, как чистота поверхности, точность, достигается высокая степень соосности.
Часто при формировании отверстий сверлом (особенно глубоких) наблюдается отклонение от центра из-за невысокой жесткости инструмента. Зенкер от сверла отличается тем, что имеет более высокую жесткость из-за увеличенного числа режущих зубьев. Важно, что такое отличие обеспечивает более точное направление движения инструмента, а при меньшей глубине резки наблюдается высокая чистота. При сверлении отверстий можно получить квалитеты 11–12, шероховатость поверхности отверстия Rz 20 микрометров. При операции зенкерования получаем квалитеты 9–11, шероховатость 2,5 микрометров.

Развертки конические под конус Морзе
Еще более точной операцией является процесс развертывания (6–9-й квалитеты, Rа 1,25– 0,25 микрометров). Это уже чистовая обработка резанием. Зенкерование отверстий – получистовая операция. Зенкерование и развертывание отверстий, если обе этих операции предусмотрены технологическим процессом, выполняются за одну установку детали на станке.
Нередко путают зенкерование и зенкование отверстий и некорректно называют зенкером другой инструмент – зенковку (см. фото ниже). Зенковки, в отличие от зенкеров, имеют другую конструкцию и применяются для решения иных технологических задач.

Зенковка применяется в процессе снятия фаски с верхней части отверстий, а также для получения углублений конической формы. Бывает также зенковка цилиндрическая, но такой инструмент правильнее называть цековкой. При помощи такого инструмента в деталях получают углубления соответствующей формы. Для выполнения такой зенковочной операции также может быть использован универсальный инструмент – сверло, специально совмещенное с зенковкой.
Посмотрев данное видео, можно легко понять принцип работы и назначение зенковки, а также ее отличие от зенкера и других родственных инструментов для обработке отверстий.
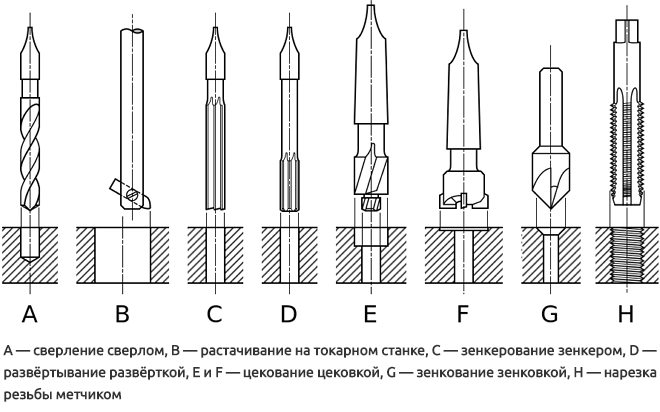
Чтобы не путаться в схожих операциях, достаточно рассмотреть и запомнить данную схему, наглядно объясняющую конструктивные отличия и назначение инструментов для обработки отверстий
Правила зенкерования металла
В домашних условиях для зенкерования углублений (например, под головки болтов или для изменения диаметра отверстия в большую сторону) подойдет и простое сверло, закрепленное в электрическую или даже в ручную дрель. В производственных же масштабах зенкерование – операция, которая требует немалой мощности и точности используемого оборудования. Именно поэтому в условиях производства для выполнения зенкерования, как, собственно, и зенковки, используют оборудование:
- токарное (чаще всего);
- сверлильное (не менее часто);
- расточное (нередко, как одну из вторичных операций);
- агрегатное (как вторичную операцию автоматизированной линии);
- вертикальное или горизонтальное фрезерное (редко).
В процессе обработки отверстия, полученного в изделии в процессе его литья, желательно прежде расточить его резцом примерно на 5–10 миллиметров в глубину для того, чтобы зенкер принял правильное первоначальное направление.
При обработке изделий из стали рекомендуется применять смазочно-охлаждающие жидкости. Процесс зенкерования чугуна и цветных металлов охлаждения не требует. Правильный подбор металлорежущего инструмента, используемого как для зенкования, так и для зенкерования, – очень важный этап. Для этого обращают внимание на определенные факторы:
- Тип инструмента подбирается в зависимости от материала детали, характера проводимой обработки. Должны также учитываться месторасположение отверстия, серийность выполняемых процессов.
- Исходя из заданных глубины, диаметра, необходимой точности обработки, подбирают размер инструмента для зенкерования и зенковки.
- Конструкцию зенкера и зенковки определяют по способу крепления инструмента на станке.
- Материал инструмента для выполнения зенкерования или зенковочной операции зависит от материала обрабатываемой детали (например, существуют зенковки специально для работ по дереву), интенсивности режима работы и некоторых других факторов.

Зенкерование на вертикально сверлильном станке с ЧПУ
Зенкер выбирают по справочникам или руководствуясь таким нормативным документом, как ГОСТ 12489-71. Инструмент должен соответствовать определенным техническим условиям применения, что также оговаривает ГОСТ 12489-71.
- Изделия, изготовленные из конструкционной стали, с отверстиями до 40 миллиметров в диаметре обрабатываются зенкером, изготовленным из быстрорежущей стали, имеющим диаметр соответственно 10–40 миллиметров и 3–4 зуба.
- Для изделий из труднообрабатываемых и закаленных сталей при расточке применяют оснастку с твердосплавными пластинками диаметром 14–50 миллиметров и имеющую 3–4 зуба.
- В изделиях из конструкционной стали отверстия до 80 миллиметров диаметром растачивают зенкером из быстрорежущей стали, применяя насадные головки диаметром 32–80 миллиметров.
- В изделиях из цветных металлов и чугуна для расточки глухих отверстий применяют перовой зенкер.
- Глухие отверстия диаметром 15–25 миллиметров обрабатывают специальным инструментом для зенкерования, в корпусе которого имеется канал, по которому подается смазочно-охлаждающая жидкость в зону резания.
Необходимым условием при зенкеровании является соблюдение припусков. Диаметр выбранного инструмента в итоге должен совпасть с конечным диаметром отверстия после обработки. Когда после зенкерования планируется выполнение развертывания отверстия, диаметр инструмента уменьшают на 0,15–0,3 миллиметра. Если же намечено черновое растачивание либо сверление под зенкерование, необходимо оставлять припуск на сторону величиной от 0,5 до 2 миллиметров.
Зенкерование – намного более производительный процесс, чем обработка резцами. Скорость резания для зенкера из быстрорежущей стали близка к процессу сверления, а подачи – выше в 2,5–3 раза. Именно поэтому процесс зенкерования происходит быстрее, чем процесс сверления.




